高亮度光纤激光器
由于超快多边形扫描仪的可用性 , 近年来短脉冲和连续高亮度光纤激光光源所需的功率水平迅速增加 。 IPG激光器迅速满足了需求 。 这突显了该行业最深层次的垂直整合商业模式所带来的技术领先优势 。 IPG从“原材料”开始 , 在公司内部制造泵浦二极管、光纤、光学、机械甚至电子产品 。 控制供应链中的几个步骤是以最具竞争力的成本向市场提供领先的高亮度光源的关键因素 。
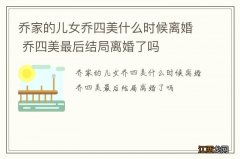
如今 , 客户可以为其应用选择200-1000 W、1-2 mJ、M2<2、10 kHz和4 MHz之间的脉冲重复率 , 以及20-1500 ns之间的脉冲持续时间 。 特别是对于MHz范围内的高重复率 , 通常需要超快的扫描速度 。 300W电源的紧凑尺寸为466×678×177毫米 , 可轻松集成到19英寸机架中(图2) 。
图2新型高重复率镱纳秒脉冲光纤激光器机架系列 , 用于超快扫描速度(a);YLS单模大功率光纤激光器系列 , 3kW和10kW单模(b) 。
此外 , 连续波单模光纤激光器通过提高创新光纤模块的效率 , 提高了平均功率 。 如今 , 单模块功率高达2 kW 。 通过独特的泵浦模块和功率放大器设置 , IPG可提供高达10 kW的功率 , 而不会影响光束质量(M2通常为1.1–1.3) 。 尤其是对于远程过程 , 这种高光束质量使扫描场比多模激光器(例如 , 100–200μm的芯径)高10到40倍 。
IPG提供高达2 kW的YLR系列单模光纤激光器 , 可用于高达10 kW的YLS系列的紧凑19英寸机架和机柜系统 。 这两个系列都具有40%的出色壁塞效率 。
快速和超快扫描速度的影响
在对试样施加快速和超快光束偏转时 , 必须考虑激光辐射与试样的相互作用时间大幅缩短这一事实 。 根据与激光束的相对位置 , 即使对于脉冲ns激光系统 , 每个表面积的相互作用时间也在变化(图3) 。 通过进一步增加扫描速度 , 在标称脉冲持续时间范围内具有相互作用时间的表面积逐渐减小 。
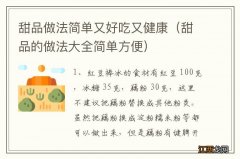
图3单脉冲(τH=30 ns , w86=18μm)在100 ms–1(a)和1000 ms–1扫描速度(b)下 , 在SiN处应用相同的参数 。 阴影区域显示了辐照试样表面的下降区域(以增加的扫描速度) , 在该区域 , 标称脉冲持续时间相互作用 。
对于扫描速度为100m s–1、脉冲持续时间为数十纳秒的情况 , 可以忽略额外伸长(图3a;每侧减小约3μm)或标称交互作用区的减小 。 在这种情况下 , 产生的材料行为没有偏离静态激光束的单个脉冲行为 。 与此相反 , 在图3b(额外延伸30μm)中可以清楚地观察到 , 由于高偏转速度的影响 , 标称“脉冲”持续时间相互作用区(阴影区域)急剧减少 。 因此 , 在标称持续时间之外的区域 , 表演流畅性急剧下降 。 在这种情况下 , 必须预期材料性能的偏差 。
对于高速扫描的高功率连续激光器 , 相互作用时间和材料行为(长脉冲或短脉冲行为)可直接由扫描速度和光斑大小控制 。 关于图3b所示的扫描速度 , 连续激光的相互作用时间将等于脉冲ns系统 , 脉冲持续时间(ns)等于扫描连续激光系统的焦径(μm) 。
然而 , 到目前为止 , 扫描速度并没有克服材料内部的热传导速度 。 因此 , 将连续波系统“转换”为短脉冲或长脉冲ns系统的这种效应已被考虑在内 。
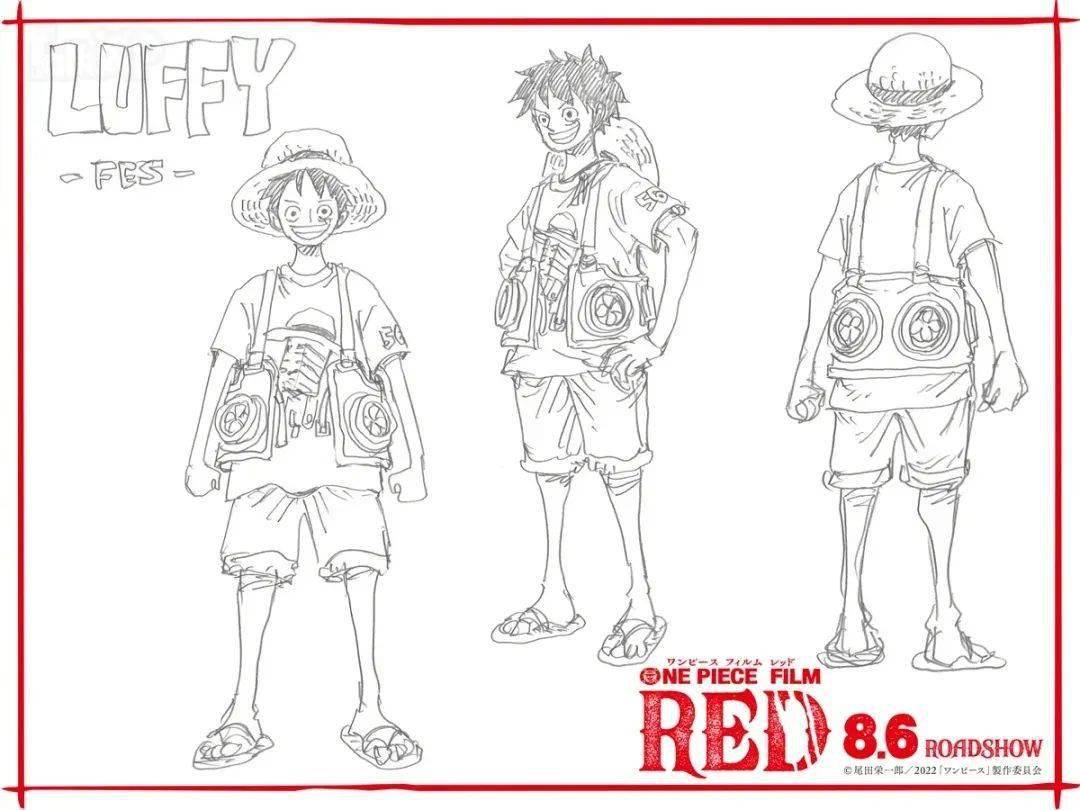
通过使用多边形扫描仪的位图模式 , 可以实现高精度的大型曲面修改(图4) 。 激光器由一个由多边形扫描仪驱动的外部AOM快速切换 。
图4选择性去除6“硅片(hatch=30μm , Pcw=400 W , v=200 ms-1 , w86=40μm)的氮化硅层(Si3N4) 。 整个硅片的处理时间=20 s(a);分辨率测试 。 激光打印DIN A4页面 , 高度为10 mm(b)
相关经验推荐








- 苹果|欧盟硬刚苹果:iPhone和iPad必须使用TypeC
- |CAD使用中常用的技巧,容易发生的问题及解决方法
- 操作系统|谷歌确认!Android 13最大改进 解决杀后台:CPU/内存使用率暴降
- 魅族|超声波屏幕指纹太贵?但魅族的这款中端机使用了
- iphone13|李现自拍暴露使用iPhone 13,做一场胶片滤镜的梦,彰显忧郁帅气!
- 佳能|微信最新版本已支持数字人民币,如何开通使用?
- 微信|微信迎来“全面收费”?马化腾收网,每月缴费10元才可以使用?
- iPhone|两款适合老年人使用的苹果手机,价格便宜还很耐用
- 机器人|三国志11-这些寻常的操作,几乎每盘都会用到,但AI却从不使用!
- 高通骁龙|一台电脑的寿命有多久?电脑的使用寿命是由哪些因素决定的