整个扫描场的高分辨率和低分辨率清晰可见 。 对于420 mm的应用焦距 , 达到的精度优于20μm 。 与传统galvo扫描系统相比 , 填充速度快10倍以上 。
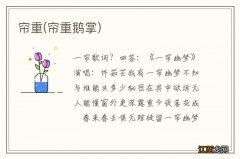
应用多边形扫描仪的深度映射模式 , 还可以选择高功率连续激光作为2.5D高速雕刻的光源 。 通常情况下 , 连续波辐射会产生较大的熔池 , 但快速的扫描速度和由此产生的短交互时间允许在没有熔融微观结构的情况下雕刻金属(图5a) 。
图5 2.5-D不锈钢316L的微观结构 。
应用200 m s–1的扫描速度导致激光束与材料表面的有效相互作用时间为100 ns 。 这相当于传统调Q激光器系统的脉冲时间 。 值得注意的是 , 每道2–3μm的高去除率仍在研究中 。
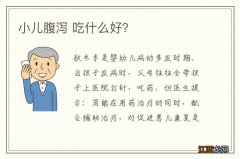
此外 , 脉冲激光源正导致人们对烧蚀过程有很好的了解 。 使用多边形扫描仪 , 速度仅受激光脉冲重复频率的限制 。 如今 , 高达50 ms–1的反射速度可用于1 kW短脉冲光纤激光器(图5b) 。
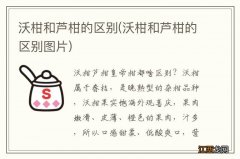
最有前途但最复杂的操作模式是多边形扫描仪的矢量模式 。 可以将2D或3D结构加载到扫描头中 。 扫描仪根据激光束在x、y和z位置相对于样品/粉末表面的相对位置进行实时计算 , 以找到相交的扫描矢量 。 这使得多边形扫描仪可以应用于快速成型应用领域(图6) 。
图6带多边形扫描仪的微烧结试样:烧结区 , 烧结层厚20μm , 扫描速度为50 ms–1 。
多边形扫描仪的应用可以在高分辨率下实现最高的构建率 。 然而 , 选择性激光烧结需要产生或多或少的大熔池 。 材料中熔融相的速度仅取决于材料的热传导 。 因此 , 实现稳定过程的最大扫描速度实际上是有限的 。 Mittweida激光研究所目前正在研究几种方法来克服这一瓶颈 。
总结
过去十年以来 , 高亮度光纤激光器已成为公认的工业激光源 。
紧凑的尺寸、可用的功率水平和价格的降低为增材制造、表面纹理处理、清洁和精密切割市场的高通量应用开辟了新的商业案例 。 通过多边形扫描仪实现的超快光束偏转解决了将可用激光功率引入加工速度的瓶颈 。 一种新的工艺参数体系通过紧密聚焦实现高分辨率 , 并通过短ns持续时间内的短相互作用时间实现质量增益 , 无论是短脉冲还是连续光纤激光器 。 最后 , 下一代机器生产的每小时成本或每部分成本大幅下降 , 最终客户因此受益 。
来源:Laser Technik Journal - 2017 - Streek - Ultrafast Material Processing with High‐Brightness Fiber Lasers , DOI: 10.1002/latj.201700022
相关经验推荐







- 苹果|欧盟硬刚苹果:iPhone和iPad必须使用TypeC
- |CAD使用中常用的技巧,容易发生的问题及解决方法
- 操作系统|谷歌确认!Android 13最大改进 解决杀后台:CPU/内存使用率暴降
- 魅族|超声波屏幕指纹太贵?但魅族的这款中端机使用了
- iphone13|李现自拍暴露使用iPhone 13,做一场胶片滤镜的梦,彰显忧郁帅气!
- 佳能|微信最新版本已支持数字人民币,如何开通使用?
- 微信|微信迎来“全面收费”?马化腾收网,每月缴费10元才可以使用?
- iPhone|两款适合老年人使用的苹果手机,价格便宜还很耐用
- 机器人|三国志11-这些寻常的操作,几乎每盘都会用到,但AI却从不使用!
- 高通骁龙|一台电脑的寿命有多久?电脑的使用寿命是由哪些因素决定的